马波斯(上海)测量设备科技有限公司


产品库
当前位置:首页 » 企业名录 » 机械及行业设备黄页 » 电子产品制造设备黄页 » 工装夹具黄页 » 马波斯(上海)测量设备科技有限公司 » 产品中心 » 山东机床在线检测测量仪安装 马波斯测量 马波斯测量设备供应
产品库
当前位置:首页 » 企业名录 » 机械及行业设备黄页 » 电子产品制造设备黄页 » 工装夹具黄页 » 马波斯(上海)测量设备科技有限公司 » 产品中心 » 山东机床在线检测测量仪安装 马波斯测量 马波斯测量设备供应

山东机床在线检测测量仪安装 马波斯测量 马波斯测量设备供应
- 价格面议
- 订货量1-100件
- 产品型号
- 原产地上海市
- 品牌
- 产品数量1000
- 行业五金/工具>测量工具
- 产品系列山东机床在线检测测量仪安装,测量仪

马波斯(上海)测量设备科技有限公司
联系人:马波斯
手机:021-54362230
电话:17765115507
邮箱:mkt@cn.marposs.com
地址:上海闵行区宜山路2000号利丰广场,Block栋,C102单元

产品描述
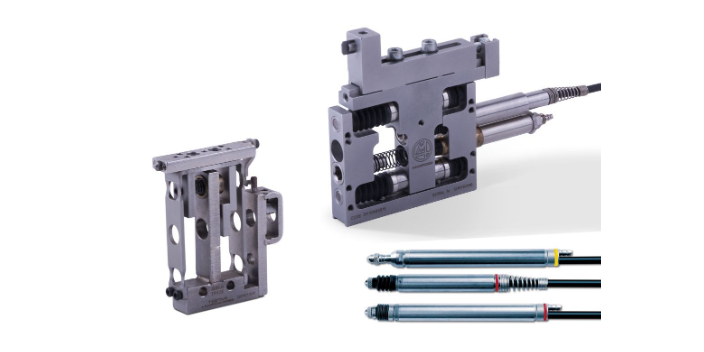
P3UP是一个可安装在机床上以完全控制作业流程的电子测量仪。它的设计可替换针脚兼容的E9应用。在一些情况中,也可替换带有继电器I/O的诸如BLU和E5的老旧测量仪。当与马波斯测量头连接时,P3UP可控制各类磨床中的零件尺寸。测量仪测量了磨削过程中远离的零件余量。操作员可实时查看模拟仪表与数字显示器,以获取零件状态,且LED灯的设置向机床控制系统呈现了信号以管理砂轮进给。我们的系统范围可抵抗严酷的环境,同时会与研磨用磨料、金属粒子、切削油以及侵蚀冷却液直接接触。内圆磨床在线测量仪系统购买,请联系马波斯测量科技。山东机床在线检测测量仪安装
径测量用手动测量仪:马波斯M1Star可读数检具是由一个测量仪器元件的可互换测头以及一个控制信号转换和传输的手柄构成。M1Star可配备一个机械传输测头(MBG)或一个电子传导测头(EBG)。马波斯MBG测头是一个通用的解决方案,也可测量很深的内径或不规则内径。机械传输测量系统提供了较好的测量性能(可重复性<1微米)以及较低的价格区间。可配置并互换各种附件使得此测头普遍适用。测量单元取决于直径可采用两个或八个支点元件构成。通过带有球形头的传送杆将测量值传送到显示设备上,在形成V形导向的支架以及倾斜表面上滑动球形头。马波斯EBG测头是市场上可获取的变量手动测量用先进解决方案。测量系统包括将测量值转换为电子信号的电子差速LVDT或HBT传感器。系统没有摩擦力,并保证将整个应用领域的可重复性维持在0.5微米以下。马波斯提供了一整套非常先进的手动可读书检具,以控制高精度孔径(Ø3.0mm到375mm)。马波斯测量仪是工厂环境中直径、椭圆度与锥度的加工后控制用理想解决方案。马波斯孔径规系列可提供成本很有吸引力的高度通用的机械传输版本,以及能够在手动测量(<0.5微米)中提供理想的测量性能的电子测头解决方案。浙江高精度车床测量仪系统有一个周期可以连续监测砂轮去除的材料数量,并向机器提供足够的反馈信息。
控制系统可以根据单个机器的规格快速配置,它可以远程更新和监测,同时允许在生产过程的自动化和控制中与其他系统在更大范围、更加迅速地共享数据。Marposs能够根据全球主要磨床制造商的要求,实现基于紧凑硬件配置的产品。我们的控制周期都是多年积累的经验的结果,它们为操作人员提供了越来越简单和优化的界面。它们通过交互式菜单进行访问,这些菜单用简单的车间术语描述参数的变量。符合Industria4.0规范所需的信息均可以通过新接口进行交换。
设计的直接安装在磨床床头的FenarL配有一个测量仪器,在测量阶段,此测量仪器会与工件直接接触。给磨床实时提供直径测量信息,能够管理机械加工周期,直至实现预期的零件测量值。FenarL系统可提供哪些功能?自动测量周期:在机械加工同时将测量头自动插在零件直径上,无需中断研磨过程测量灵活性:因为测量头很灵活,所以可处理各种主轴颈与销轴承直径(小于等于25mm)磨损补偿灵活性:FenarL可补偿直径上小于等于10mm的砂轮磨损,无需手动再加工简单再加工:当必须修改直径测量范围时,可通过几步很短的步骤完成FenarL的再加工安全性:简单的控制系统与**嵌入式安全设备能够防止与曲轴、砂轮以及机床的其它零件碰撞加工速度:每隔0.5毫秒对工艺中的测量抽样,这意味着测量加工速度与切割速度兼容,即便是在**初的初步加工过阶段。此外,也能够通过加工与过滤功能预测适应周期中的零件值耐用性:测量仪器的密封等级使得测量仪器适合用于大量冷却剂存在的高压机械加工条件中。曲轴检查领域,马波斯Fenar L系统是测量主轴承轴颈直径与轴承销轴颈直径的理想选择,实现高灵活度与精确度。

HandyWireScanner是一款电线、电缆与其它类似产品的非接触式测量用便携式光学直径测量仪。由于开发的LED与CCD技术,它可使用2个交叉线性传感器自动补偿位置误差(专利申请中)。因为拥有强大的单片微处理器,能够将测微计线性化并补偿测微计,以在整个测量区域获取尽可能大精确度,无论电线的精确定位如何。通过按下触发器而开始测量且只需花几秒钟,显示器给操作员提供了一个‘三维’可视化显示,以将电线置于有用的测量区,并呈现测量结果。所有软件包可根据所用设备的结构、客户的要求和必要的通信方法进行配置。江苏高精度车床测量仪精度
图形选项有各种级别,从简单的状态或数字或条形图到时间图、直方图和图形。山东机床在线检测测量仪安装
为了提高所生产工件的质量和延长磨床的使用寿命,市场上已有几十年的系统可用于在工作周期内控制工件尺寸和机器的机械状况。这些设备用于测量工件、测量和减少由于砂轮不平衡引起的振动、分析来自声学传感器、热传感器的信号以及分析机械变形。上面的每个功能都有特定的设备,每个设备都有自己的物理特性和接口。很明显,不同的系统涉及不同的安装模式,使一般工厂和机器逻辑程序复杂化。P7的主要特点是能够连接和管理所有类型的传感器和传感器,从而简化了与PLC或CNC机器的安装和对话模式。此外,**于机器操作员的显示界面也同样均匀,尽管是针对不同功能的。P7是一个模块化设备,其尺寸和性能配置为特定机器的必要控制功能。有一个主板,负责协调和管理不同的卡/功能,并主持与机器逻辑和操作员界面的通信模式。不同周期的编程由**终用户负责,**终用户负责输入参数的适当值,确定加工过程之前、期间和之后要监控的特性。可自动获取工件直径或长度的尺寸,以评估振动、分析噪音、温度,并与编程设定的各种阈值进行比较,以便对机器和/或操作员进行决策。山东机床在线检测测量仪安装